การศึกษาและวิจัย FMEA โดยใช้งานจริงในกระบวนการผลิต
ความรู้เบื้องต้น FMEA ได้มีการพัฒนาเป็นครั้งแรก โดยหน่วยงานอากาศยานของสหรัฐอเมริกาได้แก่กองทัพอากาศ กองทัพเรือ องค์การ NASA.
หลังจากนั้น BIG 3 ได้มีการนำมาใช้ใน อุตสาหกรรมการผลิต โดยอยู่ในข้อกำหนดของ
QS-9000 ปัจจุบันได้นำมาใช้ในอุตสาหกรรมยานยนต์ โดยอยู่ในข้อกำหนดของ
QS-9000, TS-16949.
ในประเทศไทยจำกัดอยู่ที่อุตสาหกรรมยานยนต์และอิเล็กทรอนิกส์
ในเพจนี้จะอธิบาย ตัวอย่าง การประยุกต์ใช้ เทคนิค FMEA ในสายการผลิต (Assembly Line) ในอุตสาหกรรม การประกอบรางสไลด์ของเบาะรถยนต์
AIAG = Automatic Industry Action Group ได้ให้ความหมายว่า
กลุ่มของกิจกรรม เชิงระบบที่มีจุดมุ่งหมาย
1. รับรู้และประเมินข้อบกพร่องของผลิตภัณฑ์ และ วิเคราะห์ผลกระทบที่จะเกิดขึ้นจากข้อบกพร่อง
2. บ่งชี้ถึงการปฏิบัติ ที่สามารถกำจัดหรือลดโอกาสการเกิดข้อบกพร่อง
3. จัดทำกระบวนการทั้งหมดในรูปแบบเอกสาร
สรุปคือ FMEA จะมุ่งเน้นการชี้ให้เห็นถึงลักษณะความเสียหาย หรือ สาเหตุที่จะทำให้ความเสียหายเกิดขึ้น (Potential Failure Mode) จากนั้นวิเคราะห์ผลกระทบของความเสียหาย (Effect Analysis) และสุดท้ายหาวิธีป้องกัน ความเสียหายที่จะเกิดขึ้น (Problem Prevention).
- ประโยชน์ของการทำ FMEA.
2. ปรับปรุงคุณภาพ ความไว้วางใจ ความปลอดภัยของผลิตภัณฑ์
3. ลดต้นทุนที่ซ่อนเร้นของกระบวนการผลิต เพิ่มความสามารถในการแข่งขันทางธุรกิจระยะยาว
4. เพิ่มความมั่นใจให้กับลูกค้า
5. ลดต้นทุนเวลาในการผลิตสินค้าใหม่ๆ ทำให้ วางตลาดได้เร็วขึ้น
6. ช่วยในกระบวนการป้องกันข้อบกพร่อง
7. ช่วยลำดับความสำคัญก่อนหลังในการปรับปรุงคุณภาพ โดยผ่านตัวเลขวิเคราะห์ความเสี่ยง
8. ช่วยบ่งชี้ข้อผิดพลาด (error) ที่เกิดขึ้นในขั้นตอนต่างๆ
9. ช่วยบ่งชี้ปัจจัยที่เป็นสาเหตุสำคัญของปัญหา เพื่อดำเนินการพิสูจน์และแก้ไขต่อไป อันนี้สำคัญมาก
ในระบบ Six Sigma.
- แนวความคิดของ FMEA.
1. ดำเนินการโดยคณะทีมงาน ซึ่งมีความรู้ในเทคโนโลยีเฉพาะด้าน ซึ่งประธานควรมีความรู้ที่ดีใน
กระบวนการแก้ปัญหา ควรมีสมาชิกในลักษณะ ข้ามสายงาน (Cross function team).
สมาชิกต้องมีสำนึกในการปรับปรุงคุณภาพ และ มีความคิดที่เป็นส่วนร่วมในการทำงาน
2. การวิเคราะห์หน้าที่ของผลิตภัณฑ์ และ กระบวนการ
เริ่มต้นจาก กำหนดกระบวนการที่ต้องศึกษา บ่งชี้หน้าที่ของผลิตภัณฑ์ และ กระบวนการ โดย
วิเคราะห์ ว่า มีอะไรในกระบวนการ ที่จะทำให้ผลิตภัณฑ์ หรือ กระบวนการมีปัญหา เมื่อวิเคราะห์
หน้าที่ของผลิตภัณฑ์และกระบวนการเพื่อกำหนดลักษณะข้อบกพร่อง และกำหนดสาเหตุข้อ
บกพร่อง ตลอดจนผลกระทบแล้ว ผู้วิเคราะห์จะทำการประเมินค่าความเสี่ยง เป็นตัวเลข RPN.
Risk Priority Number: RPN = S * O * D.
S = ความรุนแรง (Severity) คือผลกระทบของข้อบกพร่องที่เกิดขึ้นกับลูกค้า
O = โอกาสที่จะเกิดขึ้น (Occurance)
D = ความสามารถในการตรวจจับ (Detection)
หลังจากวิเคราะห์ความเสี่ยง RPN ของข้อบกพร่องแต่ละตัวแล้ว เราจะพิจารณาว่าลักษณะข้อบกพร่องใดที่มี่ค่าความเสี่ยงมากๆ ซึ่งมีจำนวนไม่มากนัก (Vital Few Mode) มาทำการวิเคราะห์ แก้ไขเพื่อลดความเสี่ยงต่อไป
หลักเกณฑ์ในการวิเคราะห์ความเสี่ยง จะเริ่มจากการพิจารณาข้อบกพร่องที่มีความรุนแรงมาก (9,10)
ก่อนโดยไม่สนใจ RPN ว่าจะมีมากน้อยเพียงไร จากนั้นจึงพิจารณาค่า RPN ที่สูง เพื่อนำมาแก้ไข
กรณีที่สองเคส มีค่า RPN and S เท่ากัน ควรเลือกลักษณะข้อบกพร่องที่มีความเป็นไปได้ในการเกิด มากกว่า มากดำเนินการวิเคราะห์แก้ไขปัญหาก่อน
3. การดำเนินการโดยการเน้นการปรับปรุงไม่สิ้นสุด
แนวความคิดสุดท้ายของ FMEA คือปรับปรุงอย่างต่อเนื่อง ไม่สิ้นสุด เพราะฉะนั้นเอกสาร
FMEA เป็นเหมือนเอกสารที่มีชีวิต ปรับปรุงให้ระบบโตขึ้นเรื่อยๆ
AIAG ได้เน้นขอบเขตการทำ FMEA ไว้ 3 กรณี
1. กรณีที่มี การออกแบบใหม่ เทคโนโลยีใหม่ กระบวนการใหม่
2. มีการปรับปรุงเปลี่ยนแปลง การออกแบบ เทคโนโลยี กระบวนการ
3. เปลี่ยน สภาพแวดล้อม เปลี่ยนตำแหน่ง เครื่องจักร
4. มีความบกพร่องเกิดขึ้นกับผลิตภัณฑ์ ทั้งจากลูกค้า และ การผลิต




Severity Table.


Occurance Table.

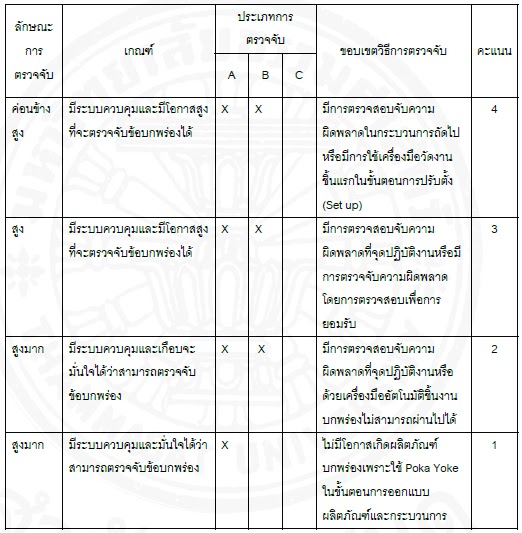
Detection Table.

ไม่มีความคิดเห็น:
แสดงความคิดเห็น